Brass Precision Turned Components
At Sochain Precision, we produce brass turned parts for connectors, fittings, inserts, pins, and threaded components. Our CNC processes maintain dimensional stability, clean edges, and consistent quality from prototype to mass production.
Rapid prototyping and full-scale production
ISO accredited & QC checks
All in-house processes
Used in over 50 countries
FREE Instant quotations
Our Capabilities and Benefits
- No MOQ production
- Prototype to 10M+ volume
- Diameter range: 0.5 mm to 65 mm
- Tight tolerance up to ±0.005 mm
- Surface finish up to Ra 0.4 µm
- CNC turning and Swiss-type machining
- High-speed brass cutting with stable chip control
- Micro features and small-diameter parts
- Thin-wall machining support
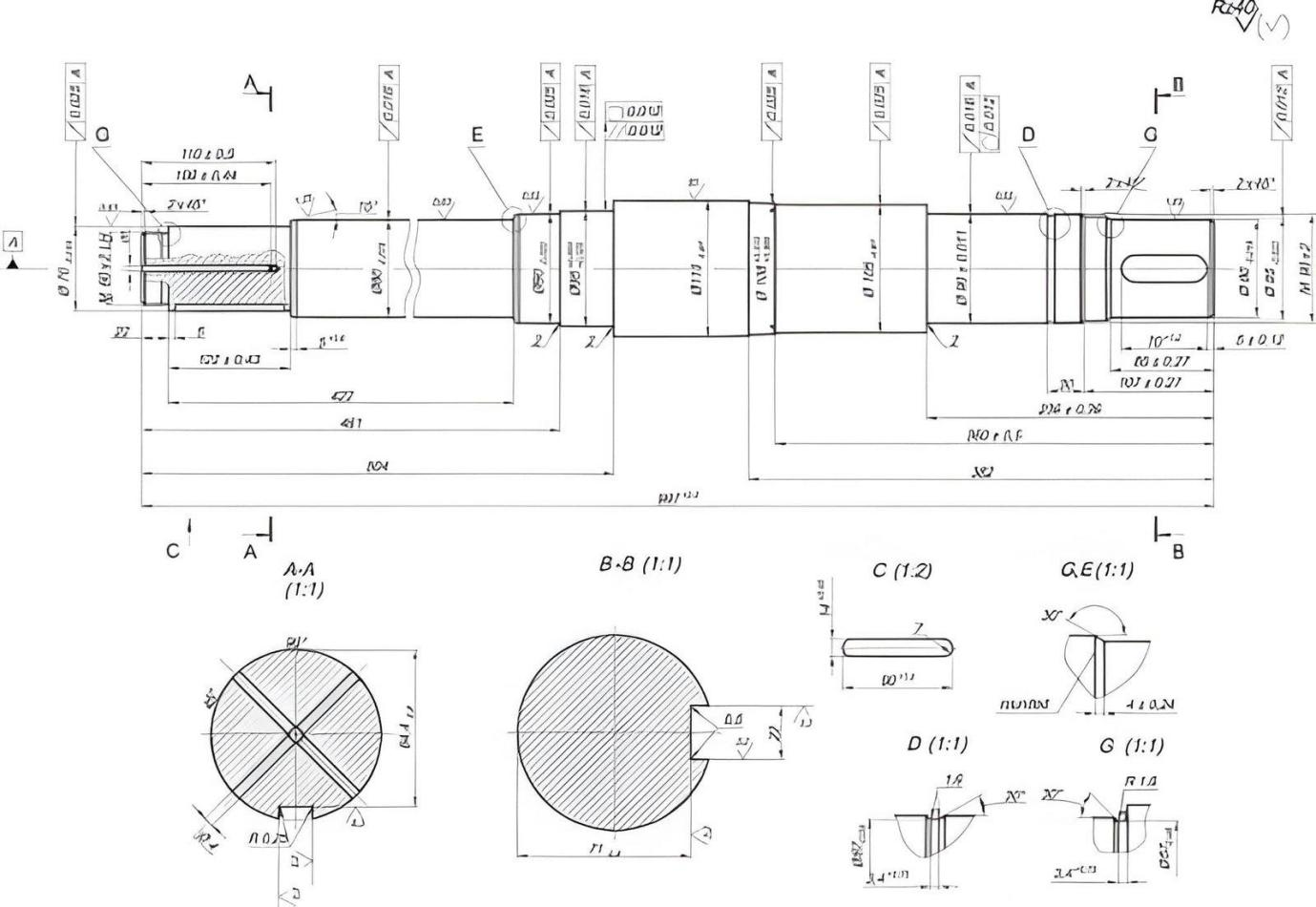
- Threads produced using single-point turning or form tools based on pitch and depth
- Thread gauges are used for in-process verification during batch runs
- GD&T applied to functional features
- Consistent batch production with tool wear control
- DFM support before production
- ISO 9001 controlled process

How We Support Your Design at Sochain Precision
At Sochain Precision, part inspection is done before machining to mitigate issues during manufacturing. Our engineers emphasize geometry, tolerances, and process fit to maintain standard quality for predictable outcomes.
Feature Simplification for Stable Machining
Complex geometry adds extra time to the production cycle. Our approach is simple towards manufacturing projects.
We recommend that our clients keep the design simple and easy to understand. Tighter tolerances add complexity and additional expense to the project.
Radii are created in place of sharp internal corners. Features with deep and narrow grooves are scaled to fit the tool sizes available. The unnecessary steps or diameter changes are minimized to avoid tool changes. This way, we keep the dimensions constant and lessen machining time.

Thread and Fit Planning Based on Assembly
Threads and mating features are carefully reviewed before final assembly. We ensure that the thread types, pitch, and engagement length are correct to prevent loose and tight fits.
To seal threads, we look into surface finish and edge condition to avoid leakage. In the case of press-fit or slip-fit parts, the tolerance ranges are modified to suit assembly forces and material behavior.
Process Selection Based on Part Geometry
Our experts choose the intended machining technique based on your part's size, shape, and features. For example, at our facility
CNC turningis selected to produce simple cylindrical parts with a faster cycle time.While Swiss machiningis used to machine long or small-diameter parts to minimize deflection.Parts/Componentswith cross-features or multiple manufacturing steps are preferred to be done using combined turning and milling configurations. This also helps us minimize repositioning errors.Brass Turning Machining Strategies and Techniques
At Sochain Precision, we apply the following strategies to maintain dimensional stability, control burr formation, and ensure consistent output across prototype and high-volume brass turned parts.
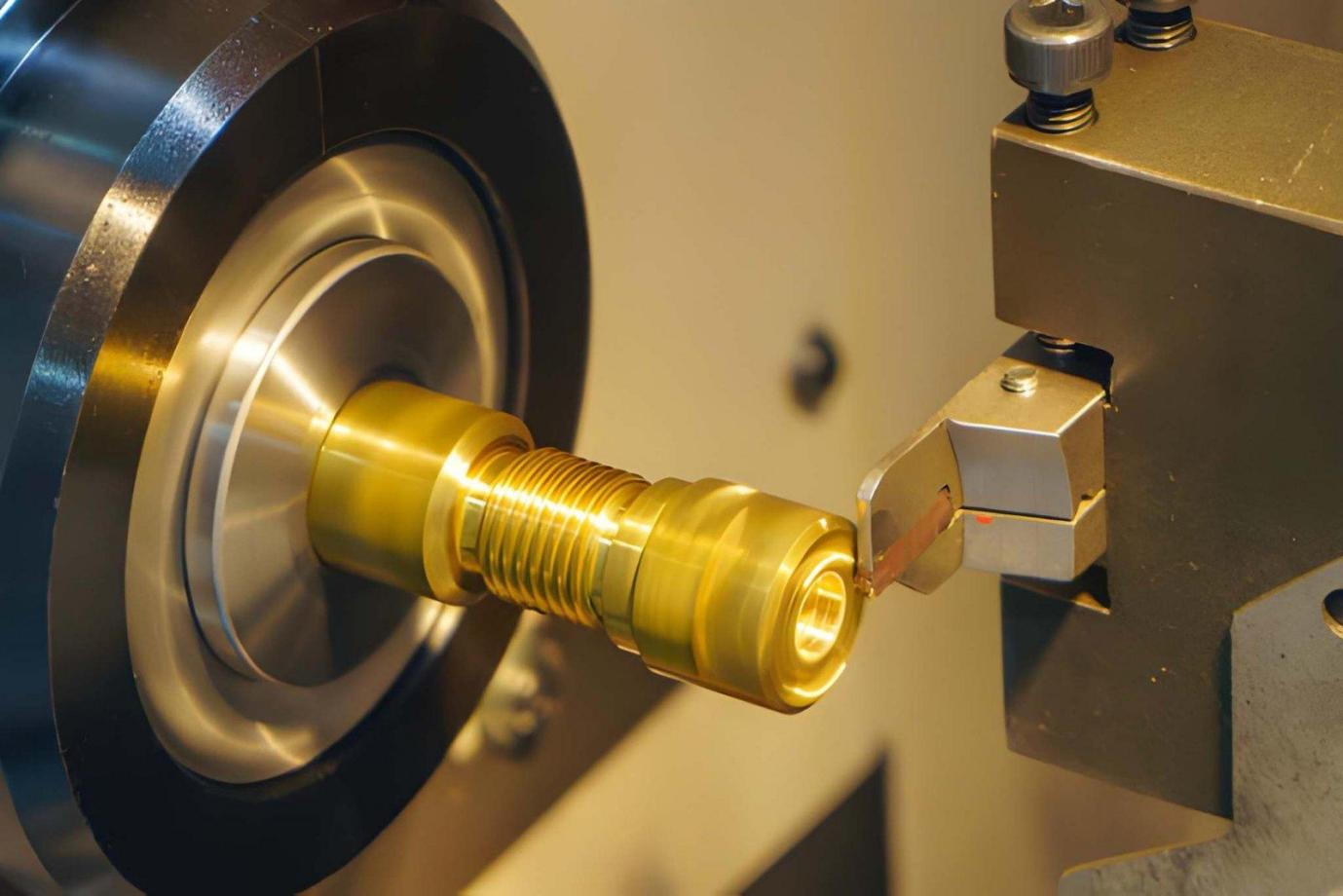
Cutting Speed and Feed Selection for Clean Chip Formation
Brass material usually requires cutting at higher speeds than most standard metals. Our engineers optimize faster spindle speeds and moderate feed rates to obtain a stable chip break.
This also avoids lengthy, stretched chips and maintains a clear cutting area. Feed is altered depending on the diameter and feature type to prevent tool-rubbing and scratched surfaces.

Tooling Selection Based on Brass Grade
The tool geometry selection typically depends on the brass composition. For example, free-cutting brass is used to support sharp carbide with high rake angle tools. This minimizes cutting force and improves surface finish.
For lead-free grades, we normally use more cut-off resistant tools and controlled parameters to cope with high cutting resistance.
Small and Slender Parts Workholding
Roundness and concentricity are influenced by the clamping method. For short/slender parts, soft jaws are used to match the intended part geometry.
On the other hand, Swiss machining is applied to hold the workpiece near the cutting zone for long parts and small-diameter parts. This minimizes vibration and keeps it straight, preventing vibrations.
Thread Machining Approach Based on Feature Requirements
The threading approach relies on the tolerance, pitch, and batch size. Custom or tight-fit threads are made through single-point threading.
While form tools are used in high-volume production to get a quicker cycle time. Internal threads are produced at a slow rate to prevent tearing and oversizing.
Toolpath Planning to Maintain Dimensional Accuracy
To minimize inter-cycle variability, simple and regular toolpaths are used. Roughing and finishing passes are split to keep sizes in check.
For small features, a minimal cut depth is useful in avoiding deflection. When possible, critical diameters are achieved in only one pass to ensure uniformity.
Burr Control During Turning Operations
Brass often produces minimal burr; however, edges on cut-off points and cross features must be addressed promptly. Cut-off tools are designed to minimize exit burrs.
Depending on the part geometry, secondary deburring processes like brushing or tumbling are used. Edge break is managed such that it does not interfere with sealing and mating surfaces.
Heat Control and Surface Integrity
The heat produced during brass machining is lower than that of most other metals, though temperature influences the surface quality of long runs.
Our engineers control cutting parameters to avoid local heat accumulation. In most instances, we only use dry machining, although in some instances, coolant is needed to achieve fine finishes or lengthy cycles.
Brass Grades for Turning at Our Facility
Material Grade | Name | Parts Produced | Achievable Tolerance |
C36000 | Free-Cutting Brass | Threaded inserts, pins, fittings, fasteners | ±0.005 mm |
C37700 | Forging Brass | Valve stems, plumbing connectors | ±0.01 mm |
C35300 | Leaded Brass | Valve bodies, sealing plugs | ±0.008 mm |
C38500 | Architectural Brass | Bushings, spacers, structural turned parts | ±0.01 mm |
C69300 | Lead-Free (Eco Brass) | Drinking water fittings, compliant connectors | ±0.01 – 0.015 mm |
If you have specialized requirements such as tight tolerances, custom materials, or complex geometries, you can share your drawings with Sochain Precision. Our team will review your design and provide machining feedback along with a detailed quote.


Brass Turned Components We Produce at Sochain Precision
Our engineers turn a variety of brass parts under CNC machining and Swiss machining. These segments are normally utilized in areas needing threads, sealing, and electrical connections:
- Accurate pins and dowels.
- Threaded inserts (male and female)
- Sleeves, Bushings, and spacers.
- Fittings and ferrules (Compression fittings and ferrules)
- Connectors of hoses and pipes.
- Contact pins and electrical terminals.
- Knurled thumb screws and nuts.
- Valve parts and small valve stems.
- Nozzles and jet elements.
- Small shafts and shaft collars.
- Sealing plugs and plug screws.
- Housing of sensors and bodies of instruments.
- Connector bodies and cable glands.
- Standoffs and spacers.
- Miniature turned parts for assemblies.
In case you need a batch of custom parts as per your specific design needs, you can upload your drawing or sample. We will review your drawing, with specifications, and give you a detailed quote and feedback with DFM report.
Finishing Options for Brass Turned Parts
- Electropolishing
- Mechanical polishing
- Vibratory tumbling
- Bead blasting
- Nickel plating
- Gold plating
- Silver plating
- Tin plating
- Chrome plating
- Passivation
- Anti-tarnish coating
- Powder coating
- Clear lacquer coating
- Black oxide (for brass alloys)

Machining Capabilities for Brass Turned Parts
Here’s a glance at our machining capabilities for brass turned machined components.
Turning and Swiss Machining for Cylindrical Parts
We use CNC turning and Swiss machining for parts that require tight control over diameter and length. Pins, inserts, and threaded components are typically produced with repeatable cycles to maintain consistency across batches.
For small diameters and long parts, Swiss machining supports the material close to the cutting zone. This reduces deflection and improves straightness. For standard parts, CNC turning is used to achieve faster cycle times and stable output in high-volume production.
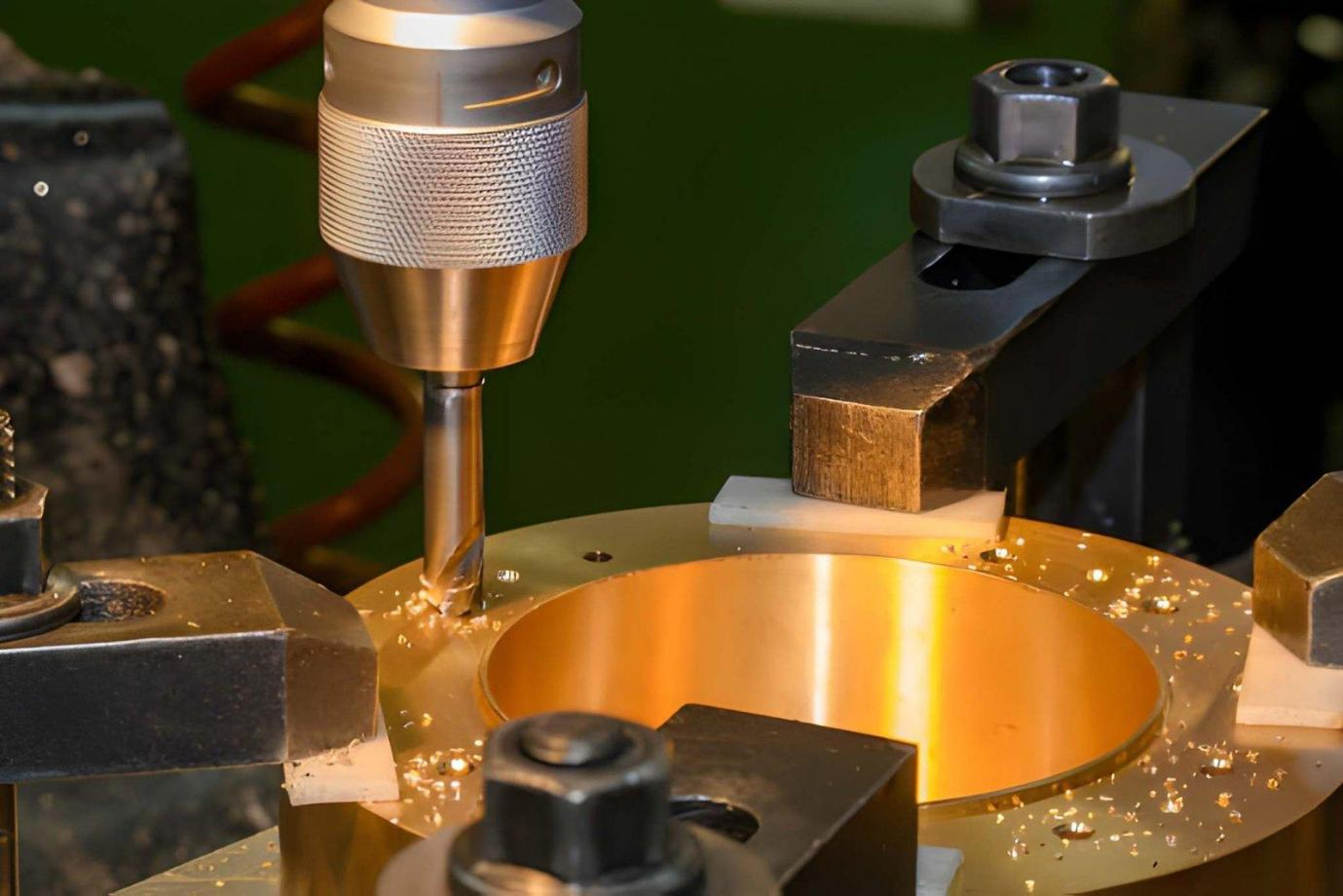
Milling and Slotting for Feature Integration
Features such as flats, slots, and cross-sections are machined after turning operations. These are completed in secondary setups or combined machines to maintain alignment with the main axis.
We control tool positioning to ensure feature location matches design requirements. This is important for parts that require proper orientation during assembly, such as connectors and fittings.
Hole-Making and Internal Features
Internal features are machined based on tolerance and surface requirements.
- Drillingis used for standard holes with controlled depth and diameter
- Boringis applied to the correct size and improves the roundness
- Reaming is used where tight tolerance and smooth fit are required
- ID burnishingimproves internal surface finish without removing excess material
These processes ensure proper fit for shafts, pins, and mating components.
Need Custom Brass Turned Parts?
If your part has unique geometry, tight tolerances, or special material requirements, you can share your drawing or sample with Sochain Precision.
We review your design before machining and provide practical feedback on manufacturability, cost, and lead time. This helps avoid production issues and ensures your part performs as intended.
FAQs
In long production runs, tool wear can gradually affect the part size. We usually monitor critical dimensions at defined intervals during machining. Tool offsets are adjusted based on measurement data without stopping the process.
Yes, however, it is dependent on your part design and intended application. When the diameter is small or the part length is long, we employ swiss-wise machining to hold the material near the cutting surface. The cutting parameters are set to minimize cutting force, straightness, and avoid bending.
Burrs can form at intersections and cut-off points. We control this by optimizing cutting tools and feed rates during machining. Afterward, parts go through brushing, tumbling, or manual deburring depending on geometry.
Start Manufacturing Your Custom Parts Now!
Understanding Your Goals, Delivering Your Solutions – We’re Committed to Making CNC Machining Simple and Stress-Free!