Sheet Metal Machining
Sheet Metal Machining for precision parts and enclosures starting from less than 100$ with a minimal turnaround of 3to 4 days.
Rapid prototyping and full-scale production
ISO accredited & QC checks
All in-house processes
Used in over 50 countries
FREE Instant quotations
Our Sheet Metal Machining Capabilities
Capability | Details |
Production Volume | No MOQ, prototype to high-volume production |
Thickness Range | 0.5 mm to 10 mm |
Tolerance | Up to ±0.05 mm (feature dependent) |
Flatness Control | Maintained for assembly-critical parts |
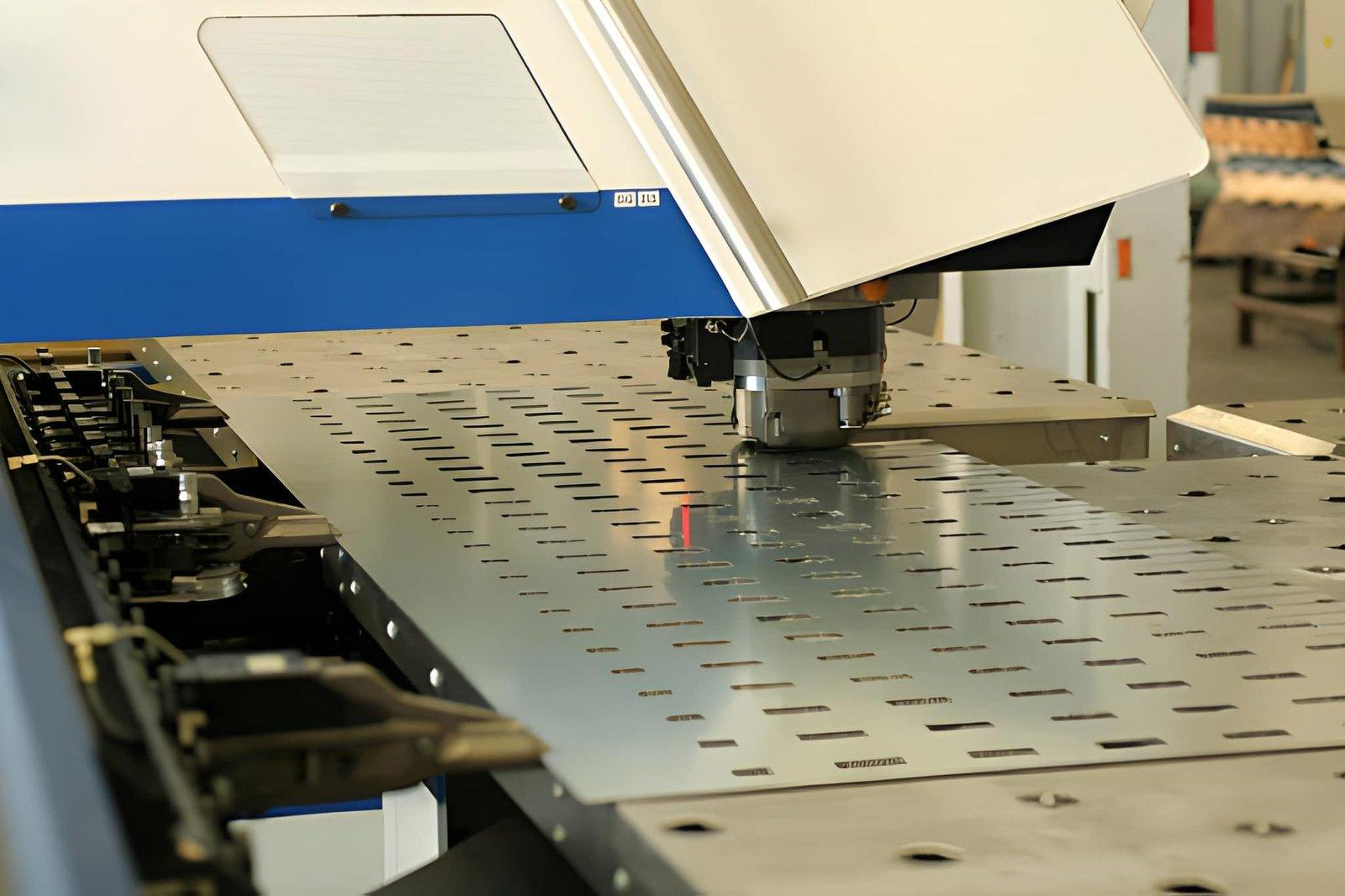
Cutting Processes | CNC laser cutting and punching |
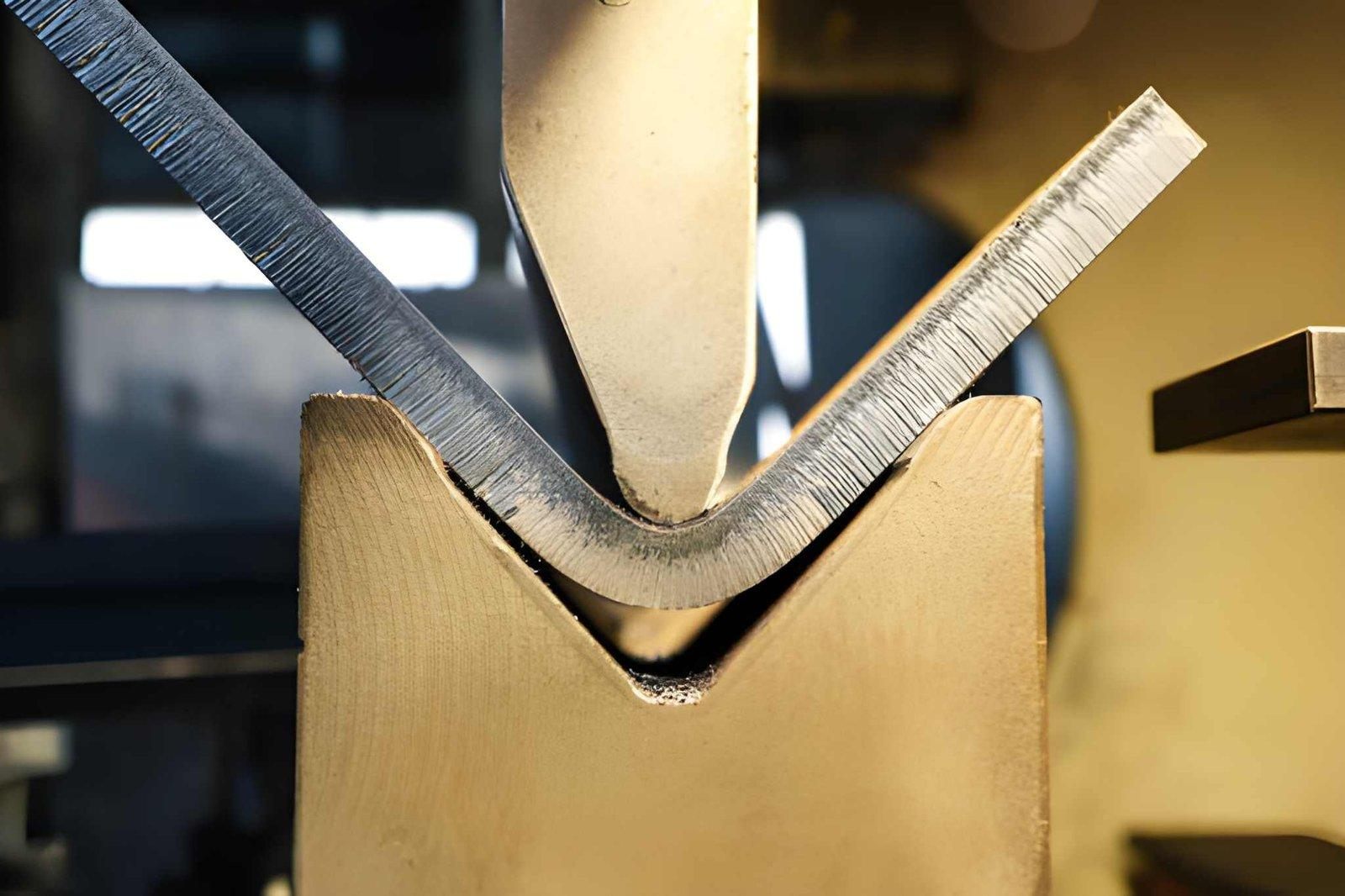
Forming Process | Precision bending with controlled radius |
Hole Accuracy | Position controlled for fastener alignment |
Edge Condition | Deburring and edge quality control after cutting |
Secondary Operations | Tapping, countersinking, PEM insertion |
Bend Accuracy | Consistent bend angles using controlled tooling |
Materials | Aluminum, stainless steel, mild steel |
Design Support | DFM for bend relief, hole placement, and tolerances |
Quality Control | ISO 9001 controlled production process |
How We Handle Precision Sheet Metal Fabrication
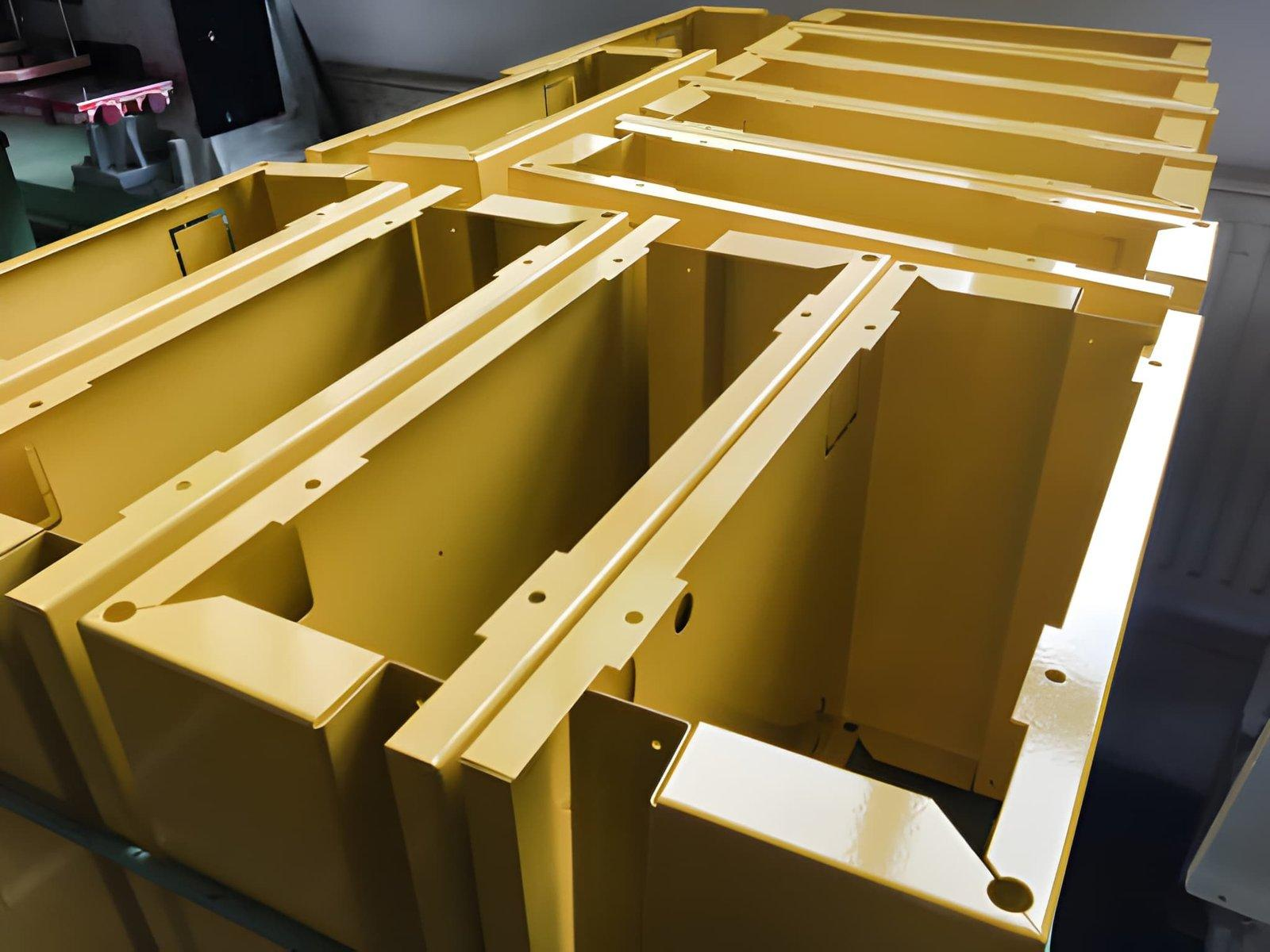
At Sochain Precision, our team handles sheet metal fabrication for parts like custom enclosures, brackets, panels, assemblies, and more.
We work closely with customers to understand how the part will be used, how it will be assembled, and what needs to be controlled during production. This approach allows us to avoid issues later in bending, fitting, or installation.
In our in-house facility, we employ CNC cutting, milling, and other techniques to achieve consistent quality parts, whether it’s a single prototype or batch production.
Our high-tech machines enable us to manage both new and repeat jobs without having to use external tooling. This saves on lead time and maintains costs, especially when it comes to custom part manufacturing.
We facilitate industrial equipment, electronics, medical devices, and general-use engineering or mechanical components.
You can send your drawing for the preliminary review. We will check it and give feedback about the bending feasibility, position of holes, and manufacturability of the entire thing before we begin production.
Common Sheet Metal Machining Techniques Employed at Sochain Precision
Below are the common sheet metal fabrication techniques used at our facility.
Assembly
To check actual fit rather than drawing dimensions, we assemble parts after bending and machining. PEM inserts, fasteners, and mating panels are attached/joined and carefully inspected before shipment.
Our technical staff identifies misalignment between holes and bends beforehand to avoid later issues. Common examples include:
- Electrical enclosures, covers, and mounting plates
- Multi-panel housings with inserts and fasteners
- Bracket assemblies with threaded connections
Shearing
Laser cutting or bending of blanks is executed after cutting/shearing. It is used in areas that need straight edges without thermal effect. The sheet size is regulated to minimize waste and improve the bending repeatability.
Plate blanks of bracket and panelReady-cut sheets to be bentBase plates with straight edge specificationBending
Bending depends on the material thickness and bend radius to prevent cracking and deformation. Our engineers determine the bend allowance/springback before production commencement. In the case of parts having more than one bend, order is specified to avoid collision and distortion.
U-shaped and L-shaped brackets.Enclosures with multiple bend sidesFraming pictures with regulated anglesSpinning
Axisymmetric parts with uniform wall thickness and smooth surface are manufactured using spinning. This process does not require the welding of numerous parts. Pressure and tool speed are regulated to avoid thinning.
Round covers and capsConical housingsRing shields and shellsForming (Hand and Hydroforming)
Forming is used in cases where the shape cannot be attained in standard bending. Hydroforming is applied to deeper and smoother forms and reduces stress concentration. Low volume or complex shapes are done by manual forming. We employ forming for producing:
Deep drawn panelsCurved walls and enclosures.Non-linear geometry structural coversSpot Welding
Spot welding helps combine two sheets that overlap without reaching the entire surface. Weld spacing is determined in terms of load and thickness. The heat input is regulated to avoid burn-through or distortion.
Lap joint sheet metal bracketsPanel-to-panel connectionsLight structural assemblies

Laser Cutting
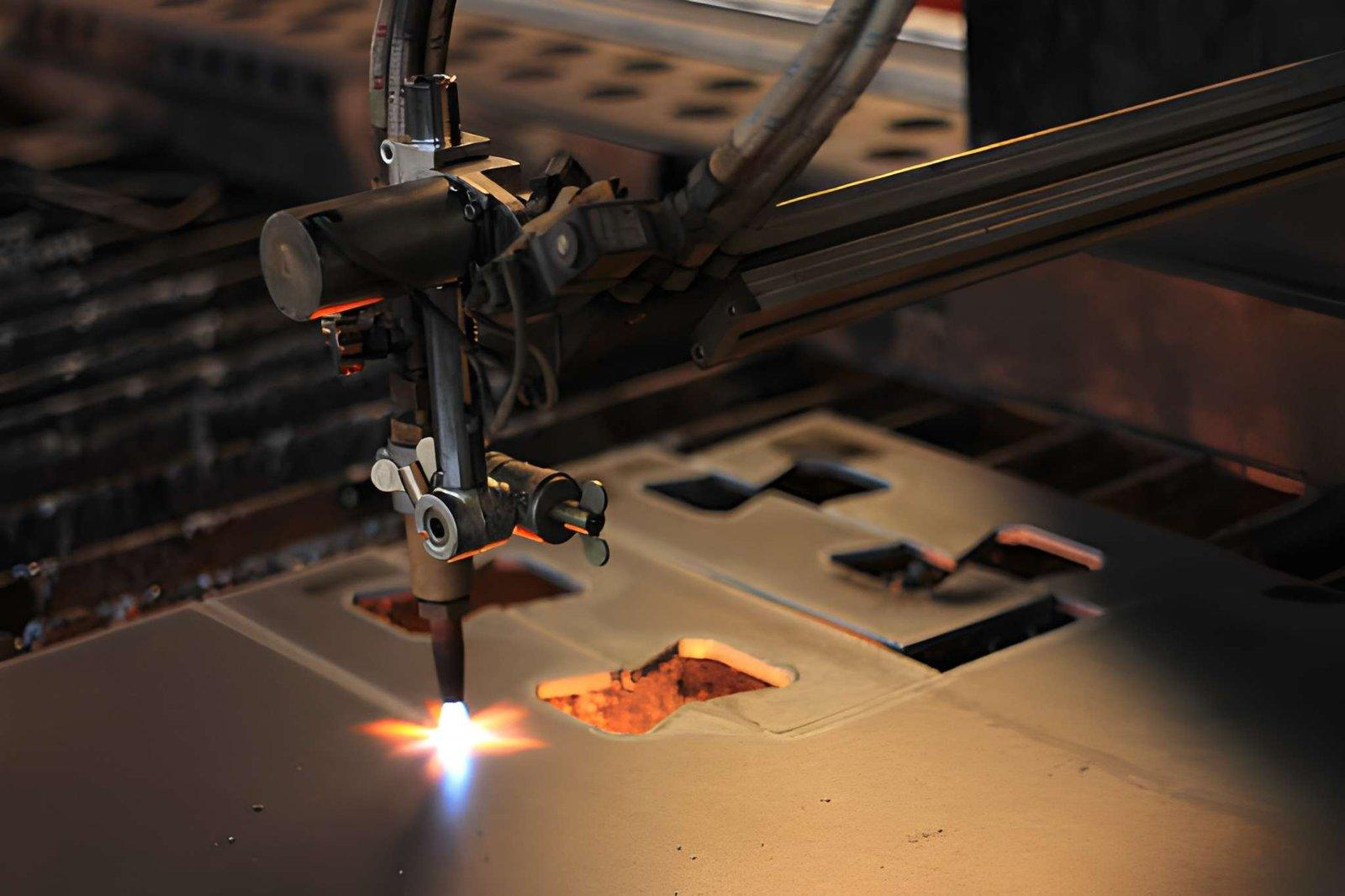
Laser cutting is used in precise profiles, hole patterns, and fine features. The cutting parameters are set depending on the material to keep the edge quality and minimize burrs. Tight spacing and tiny holes are used to prevent heat distortion. We use laser cutting for shaping:
Panels with dense hole patternsEnclosures with cutouts and ventsAccurate flat components before bendingStamping
Repeat parts are stamped where the tooling cost is not justified. It minimizes the cycle time and maintains uniform geometry. The design depends on part thickness and the complexity of features.
Brackets and clipsRepetitive flat componentsHigh-volume formed parts

Rolling
Large-radius curves or cylindrical shapes are produced through a rolling machine. Our engineers set the roll pressure to ensure that there are no flat spots and the curvature is uniform. Careful checking is carried out to verify edge alignment before welding or assembly.
- Cylindrical shells for enclosures
- Curved cover-panels
- Sections and rings of large diameter
Welding (TIG Welding per AWS D17.1)
TIG welding is applied to joints that need clean and controlled penetration. It is used on visible and precision assemblies. Controlled heat input to avoid warping, particularly on thin sheets.
Sealed enclosuresStructural frames with thin materialAccurate assemblies with clean welds
Sheet Metal Machining/Fabricating Materials
The table below shows the common sheet metal materials we use.
Material | Common Grades | Thickness Range (Typical) | Machining Behavior |
Aluminum | 5052, 6061 | 0.5 mm - 6 mm | Easy to cut and bend, good corrosion resistance, low weight |
Stainless Steel | 304, 316 | 0.5 mm - 5 mm | Higher strength, springback during bending, so it requires controlled tooling |
Mild Steel | CRS, HRS | 0.8 mm - 10 mm | Easy to form and weld, cost-effective, may require coating |
Galvanized Steel | SGCC, SECC | 0.5 mm - 3 mm | Pre-coated, good corrosion resistance, care needed during welding |
Copper | C101, C110 | 0.5 mm - 3 mm | Soft, high conductivity, prone to deformation during forming |
Brass | C260, C360 | 0.5 mm - 4 mm | Good machinability, stable forming, clean edges |
Titanium | Grade 2, Grade 5 | 0.5 mm - 3 mm | High strength, difficult to form, requires controlled cutting |
Nickel Alloys | Inconel, Monel | 0.5 mm - 3 mm | Heat-resistant, harder to cut and form |
The materials listed above are standard alloys. We machine these materials for parts with a thickness range of 0.5 mm to 10 mm. The material choice depends on the limits of forming, the bending radius, and the ultimate use.
In case you need a custom solution or need assistance for selecting a particular grade, thickness, or performance condition, you can send us your drawing and part information. We will look at your design and offer suggestions on the material with a detailed non-obligatory quote.
Get Custom Sheet Metal Parts from Sochain Precision
If you have a sheet metal part to produce, you can share your drawings or CAD files with Sochain Precision. We review bend feasibility, hole positions, and material selection before production. This helps avoid cracking, misalignment, or rework during fabrication.
We support both prototype and batch production with controlled processes for cutting, bending, and assembly. Each part is planned based on its function and assembly requirement, so you receive components that fit correctly and perform as expected.
Request a quote with your design, and our team will provide feedback on manufacturability, lead time, and cost.
FAQs
Long folds and thin sheets can deform unless they are planned out. To avoid this issue, our engineers choose the right bend radius, depending on the material and thickness. The bend sequence is also pre-determined to prevent the accumulation of stress. Test bends are completed before the production of critical parts.
Yes, however, the position of holes should take into account the bend zones. We take a look at drawings in order to make sure that holes are not located in areas of deformation. In tight tolerances, secondary machining or reaming is performed after bending to keep everything in line.
Lead time is dependent on the part complexity, quantity, and finishing requirements. Single components might be ready in 1 to 2 weeks, whereas assemblies or coated components might require more time. The lead time is validated when we have reviewed your design and process steps.
Start Manufacturing Your Custom Parts Now!
Understanding Your Goals, Delivering Your Solutions – We’re Committed to Making CNC Machining Simple and Stress-Free!