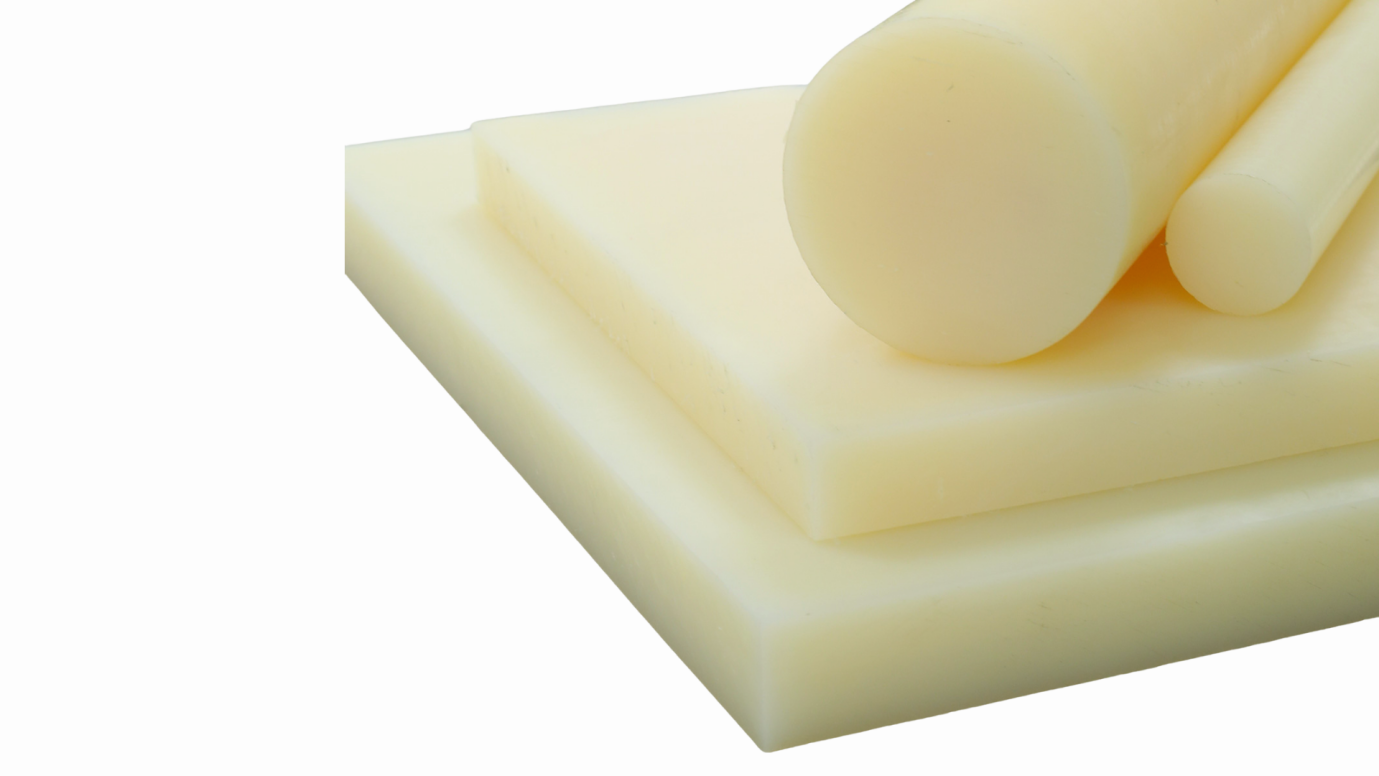
Nylon Machining
At Sochain Precision, we machine nylon parts used in wear components, bushings, rollers, and structural plastic assemblies. Nylon cuts differently from rigid plastics. It can flex under cutting load, especially in thin sections and long features. Therefore, we control cutting passes, tool sharpness, and support during machining.
Nylon also absorbs moisture from the environment. This can affect part size after machining if not considered during design. Parts with tight-fitting areas are machined using controlled stock removal and final passes to maintain size. We also check the feature layout to reduce deformation in unsupported areas.
Rapid prototyping and full-scale production
ISO accredited & QC checks
All in-house processes
Used in over 50 countries
FREE Instant quotations
Nylon Materials We Machine
At our in-house facility, we machine nylon parts based on load condition, wear contact, and exposure to moisture. Each nylon grade behaves differently during the cutting process and after being installed into a product, particularly within tight-fitting areas and longer parts. Here are the common machinable nylon grades we normally process at our factory.
Nylon 6 (PA6)
Nylon 6 (PA6) is used for most general-purpose mechanical parts including bearings, roller bushings, and covers. It can be machined using standard carbide cutting tools and uniform feed rates. Following the machining process, the material takes up moisture, and slight size changes may occur in longer and thinner sections. Therefore, it is better to choose PA6 when there will be no significant impact from minimal dimensional fit shifts on the performance of the part.
Nylon 66 (PA66)
Nylon PA66 is optimal for parts needs to withstand high loads and/or are subjected to elevated temperatures. In terms of machining, this grade provides smoother cutting than PA6 throughout longer sections and retains its dimensions following machining. The tool path remains relatively consistent with PA66, particularly in housing and supporting parts.


Glass Filled Nylon (PA6GF/PA66GF)
Our engineers choose glass-filled nylon for applications requiring rigid parts, i.e., mounts and supports. We cut this grade at slower feed rates because it has increased tool wear caused by the presence of glass fiber reinforcement.
Finishing techniques require careful control of the edges as they tend to chip upon aggressive cutting. This grade can be selected when maximum stiffness is required over surface softness.
Oil-filled Nylon
This grade is primarily used for moving parts such as slide guides and wear pads. Oil-filled nylon has a smooth cutting action provided by sharp cutting tools and produces a good quality contact surface. This grade is normally used when parts rub against one another without an external lubricant.

Cast Nylon (PA6C)
We use cast nylon for large block-type and thick cross-sectioned parts. It maintains a much more consistent dimension through thicker sections than traditional extruded stock. This grade is generally used in gear-type applications along with heavy-section parts having varying sizes.
Nylon 12 (PA12)
We use Nylon 12 for components subject to moisture or fluids. PA12 absorbs less water than other available types of nylons. This results in fewer size changes after machining. So, PA12 is ideal for use in fluid-contact and outdoor products.

Nylon Material Technical Comparison
Material | Density (g/cm³) | Tensile Strength (MPa) | Water Absorption (%) | Friction Behavior | Machining Note | Typical Applications |
Nylon 6 (PA6) | ~1.13 | 70 - 80 | 1.5 - 2.5 | Medium | Size shift possible after machining | Gears, bushings, rollers |
Nylon 66 (PA66) | ~1.14 | 75 - 90 | 1.0 - 2.0 | Medium | Better size control than PA6 | Structural parts, housings |
Glass-Filled Nylon | 1.30 - 1.40 | 120 - 200 | 0.5 - 1.0 | Higher friction | Tool wear increases, controlled feed needed | Load-bearing structures |
Oil-Filled Nylon | ~1.15 | 60 - 75 | 1.0 - 2.0 | Low friction | Smooth sliding behavior | Wear pads, guides |
Cast Nylon (PA6C) | ~1.14 | 80 - 90 | 1.5 - 2.0 | Medium | Suitable for large sections | Large gears, thick parts |
Nylon 12 (PA12) | ~1.01 | 45 - 60 | 0.2 - 0.4 | Medium | Best moisture control | Fluid parts, humid environments |
Machining Techniques for Custom Nylon Parts
Nylon machining stays light in cutting load. Tool paths generally avoid long full-contact cutting passages because the material warps and heats up in contact zones with the tool. Most parts are roughed first, then only selected areas of those parts will have finishing applied to them.
3-axis Milling
3-axis milling is best for flat parts, open pockets, and external profiles. Most nylon components fall under this category, as there is straight access from any side. Deep pockets are cut in layers rather than in one pass across the entire width to prevent wall movement during cutting.
3+2 Axis Machining
We use indexed setups when features sit on angled faces. The part is clamped once, then all machining is completed from that new direction. In addition, using indexed setups reduces the extra clamp steps required between machining and keeps hole positions aligned across faces.
5-axis Machining
5-axis machining is used when surfaces change direction throughout the part. By changing the tool angle during cutting, we reduce side pressure on the nylon. It is used when a single setup cannot access all surfaces.
Adaptive Roughing
We remove additional/bulk material from parts by running partial engagement paths. We avoid making full-width cuts, especially in deep caverns or holes. This helps keep the load uniform across the tool while minimizing sudden contact spikes.
Rest Machining
We run small tools after roughing to clear out leftover material in corners. These are areas where larger cutters could not physically enter. This step focuses only on missing zone regions and does not take into account full surface areas.
Peck Drilling
Peck drilling is used for deep holes in short cycles. The tool lifts between each step to clear away chips. It helps avoid chip packing inside nylon holes and reduces heat buildup during drilling.
Contour Finishing
We run the final finishing pass only on the final surfaces. Cut depth remains at a minimum, so thin walls do not move under tool pressure. Contour Finishing is mostly used on mating faces and visible profiles.
Surface Finishing Techniques for Nylon Parts
- Vibratory Tumbling
- Hand Sanding (Fine Grit Finishing)
- Edge Breaking and Radius Blending
- Heat Smoothing (Controlled Surface Reflow)
- Nylon-Compatible Media Blasting
- Laser Marking
- Light Buffing for Contact Areas
- Cleaning and Dry Air Blow-Off
Design Tips and Considerations for Nylon Parts
Wall thickness consistency
Keep the wall thickness within a close range across the part. Large variation pulls material during cutting. In nylon, this shows up in long housings and cover plates where one side is thicker than the other.
Internal corner radius selection
Use common tool sizes such as 2mm, 3mm, and 5mm radius for your cutter. Small corner radii require smaller tools than larger ones, which means you will have more passes at each layer of a deep feature.
Depth control for pockets
Limit the depth of your pockets to avoid exceeding tool limits (reach). The deeper your pocket, the higher the number of step-down layers and the longer the amount of time your tool has to be engaged with the material. In thinner areas, this can be much more noticeable.
Thin section support
Any sections of less than 1mm thick will respond to cutting loads. To help prevent finishing marks on your long edge, add ribbing or nearby support surfaces. If no support is added, the final pass will leave its mark.
Hole depth planning
Peck drill cycles are used when creating very deep holes. With each peck drill cycle, you remove chip debris before taking another cut. Increased length in excess of what was planned, increases both the number of cycles required and total machine time.
Feature spacing on the same face
When making close patterned holes and slots, you create repeated tool entries. Giving some space between features allows for smooth tool movement over the entire setup.
Applications of Nylon CNC-Machined Parts
Here are the typical applications of custom nylon machined parts.
Bushings and wear sleeves: Nylon is used in sliding contact parts where metal contact is avoided. Bushings and sleeves reduce wear in rotating assemblies and light-load shafts.
Gears and drive components: Nylon gears run in low to medium-load systems. They reduce noise compared to metal gears. They are used in timing systems and small mechanical drives.
Rollers and guide wheels: Nylon rollers are used in conveyor and guiding systems. The material reduces surface marking on mating tracks and keeps movement smooth under repeated motion.
Structural support parts: Nylon brackets and supports are used in assemblies where a moderate load is carried. These parts replace metal in weight-sensitive designs.
Electrical and insulation parts: Nylon is used in electrical housings and insulating spacers. It does not conduct electricity and holds shape in compact assemblies.
Fluid contact components: Nylon parts are used in fluid paths such as pump housings and valve bodies. Low moisture grades are selected for stable performance in contact with liquids.
How to Work With Us for Nylon CNC Machining
- Send your CAD file in STEP or IGES format.
- We review geometry, wall thickness, and machining access.
- Our team confirms the material, tool path, and setup approach.
- After approval, production starts, and parts move to inspection.
- You receive finished parts with dimensional check results.
Nylon CNC Machining Services at Sochain Precision
At Sochain Precision, we machine nylon parts from prototype to production. We handle simple and multi-feature components where cutting needs controlled engagement and careful tool selection.
We review your CAD file before machining. This includes checking pocket depth, wall thickness, and tool access. Based on this, we adjust tool paths and cutting sequences to avoid unnecessary passes during production.
We run 3-axis, 4-axis, and 5-axis CNC machines for nylon parts. This allows us to handle flat components, multi-face parts, and curved geometries in a single setup where possible.
Thin walls, deep pockets, and press-fit areas are machined with staged cutting. Final passes are used to bring features to size after bulk removal.
Send your CAD file to get a quote. We confirm the machining approach, material selection, and lead time before production starts.
FAQs
STEP and IGES files work best. These formats keep full geometry without data loss during machining setup.
Yes, nylon machining supports prototypes and small batches of production. No fixed quantity limit exists for production.
Edge deburring is done in most cases. Light surface smoothing may be performed on sliding parts where contact occurs.
Nylon remains stable when dry. Dimensional changes can appear in humid environments, especially in thin sections, but they are usually minimal.
Yes, nylon allows for direct machining of threads. Inserts may be used to improve thread life with repeated assembly.
Start Manufacturing Your Custom Parts Now!
Understanding Your Goals, Delivering Your Solutions – We’re Committed to Making CNC Machining Simple and Stress-Free!