EDM Machining Service
At Sochain Precision, our reliable wire & sinker EDM services offer the following:
- Instant pricing with DFM review before cutting starts
- Parts delivered in as fast as 7 days
- Tight tolerances with high repeatability on fine features
- Ideal for complex geometries and hardened materials
- Suitable for precision prototypes and end-use components
- Stable EDM process for sharp corners and deep cavities
- Faster lead times to help shorten development cycles
- Secure handling of your design data and IP protection
- Flexible pricing based on speed and cost priorities
- Manufactured under ISO 9001, ISO 13485, ISO 14001, and IATF 16949 systems
Rapid prototyping and full-scale production
ISO accredited & QC checks
All in-house processes
Used in over 50 countries
FREE Instant quotations
Electrical Discharge Machining (EDM) Materials at Sochain Precision
Below are common materials we process at Sochain Precision using wire and sinker EDM. These materials are selected when tight tolerances, hard alloys, or fine features are needed.
| Material | Typical Grades | Properties | Available Finishing Options | Typical Lead Time |
| Aluminum Alloys | 6061-T6, 7075-T6, 2024, 5052, MIC6 | Lightweight, good conductivity, corrosion-resistant | Anodizing (Type II/III), Alodine, ENP, Media blasting, Powder coating | From 3 days |
| Tool Steel | D2, A2, O1, H13 | High hardness, wear-resistant, stable after heat treatment | Black oxide, Polishing, Nitriding, Nickel plating | From 4–7 days |
| Stainless Steel | 303, 304, 316, 420 | Corrosion-resistant, strong, good for precision parts | Passivation, Electropolish, Bead blasting, Polishing | From 4–7 days |
| Titanium Alloys | Ti-6Al-4V (Grade 5), Grade 2 | High strength-to-weight ratio, heat-resistant, biocompatible | Passivation, Polishing, Bead blasting | From 5–8 days |
| Copper & Brass | C110 Copper, C360 Brass, C260 | Excellent electrical and thermal conductivity | Nickel plating, Tin plating, Polishing | From 3–5 days |
| Carbide (Tungsten Carbide) | YG6, YG8, WC-Co grades | Extremely hard, wear-resistant, and brittle in conventional machining | Precision polishing, Lapping | From 5–10 days |
How to Start Your EDM Machining Project with Us?
Upload Your Files:
Submit your CAD models and rudimentary project requirements for preliminary review, whether your design is practical or needs adjustment beforehand.DFM Feedback and Design Review:
Our engineers will examine your design against machining hazards, tool accessibility, and datum preparations. Also, we will provide your practice DFM recommendations if a problem can be cost or accuracy-related, before production.Machining and Quality Control:
Once approved, we will start performing EDM machining under a controlled environment. A first part(prototype) is checked to ensure critical dimensional and surface conditions before jumping into scale production.Packing and Delivery:
Finished parts are carefully packed to avoid damage when in transit. We ship all over the US and globally to your desired destination and on your schedule without delay.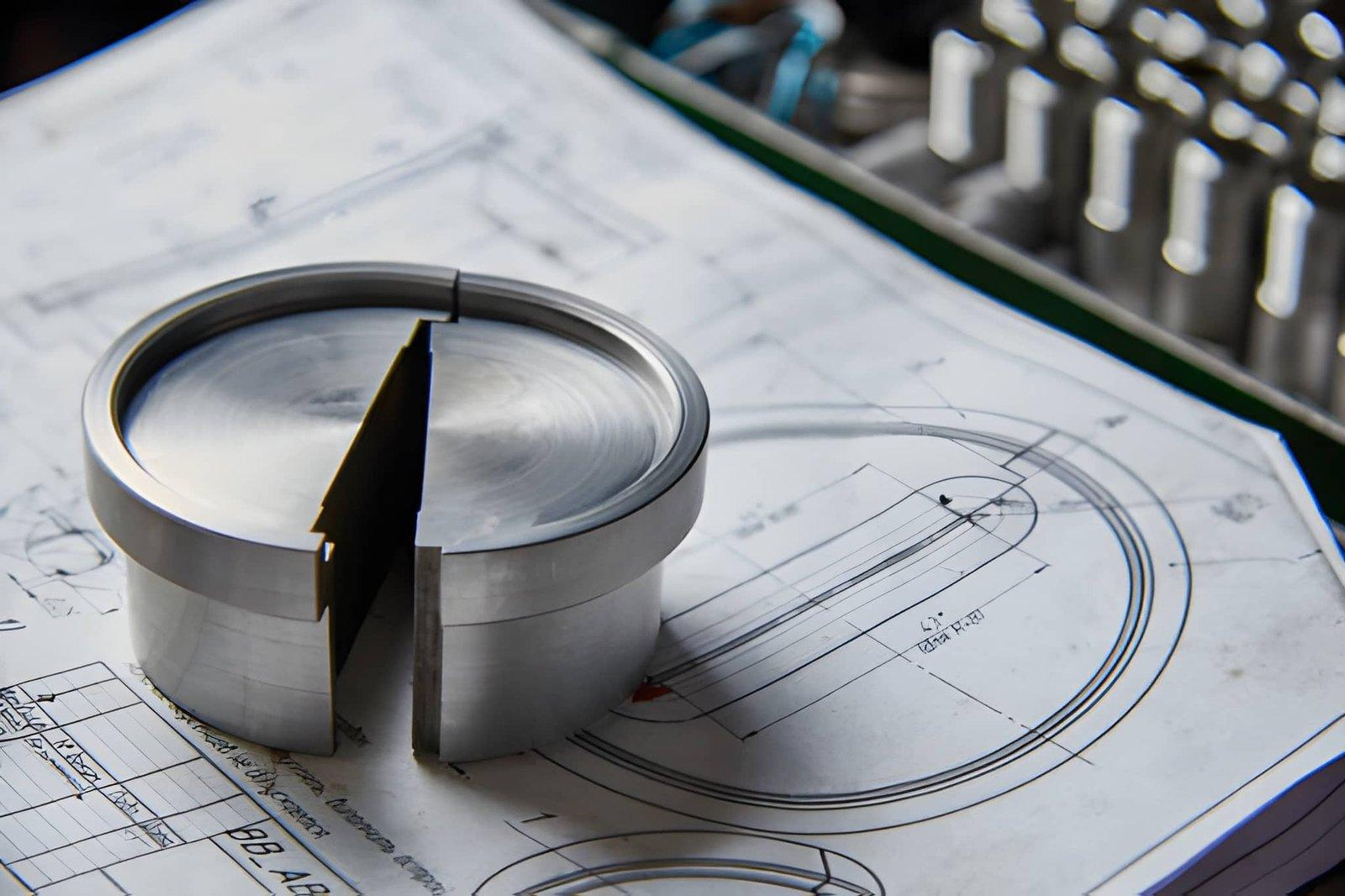
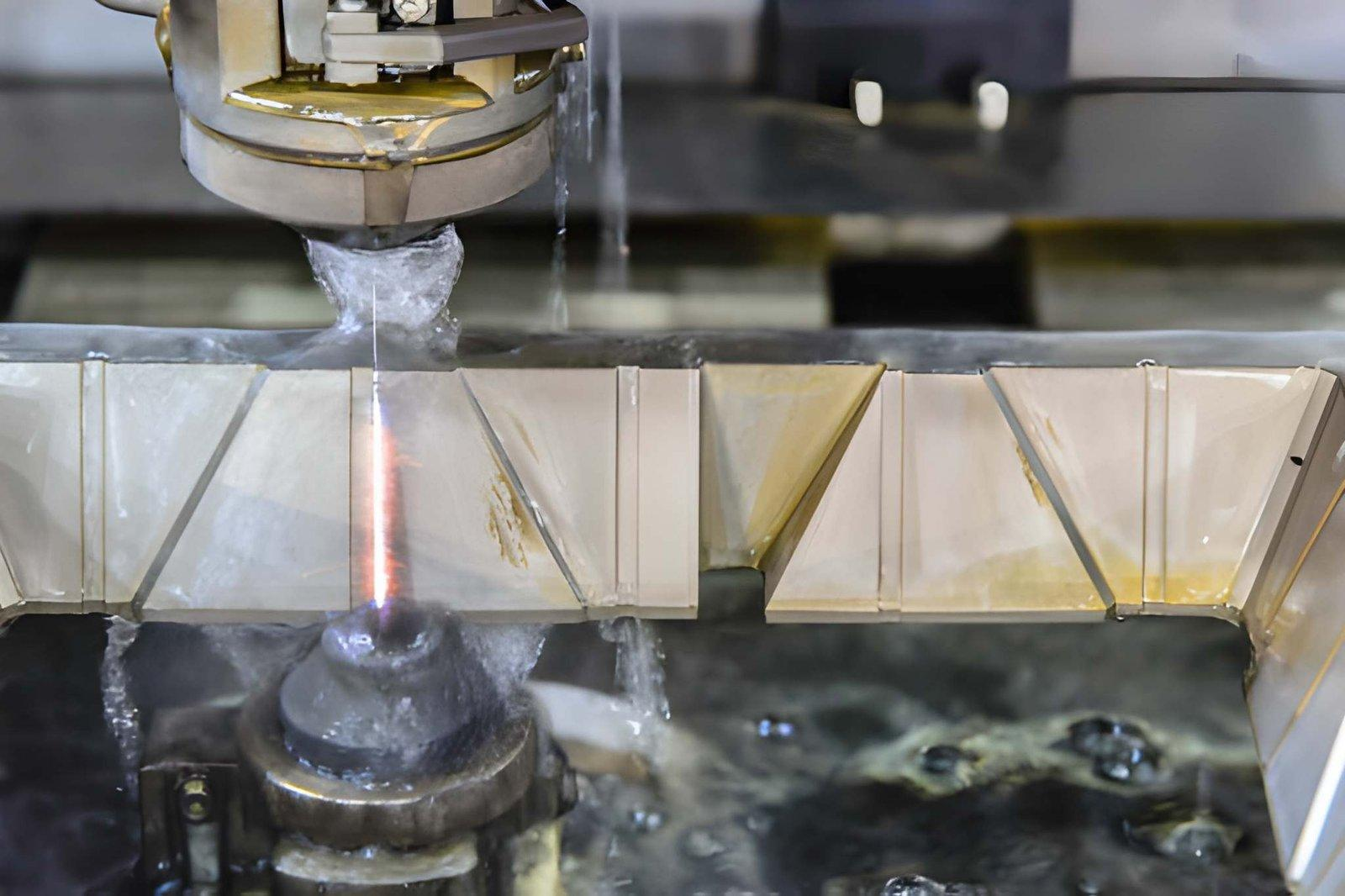
About Electrical Discharge Machining (EDM)
Electrical Discharge Machining removes material using controlled electrical sparks. It does not involve any cutting tool. The only limitation is that it is used only for conductive materials such as hardened steel, stainless steel, titanium, and carbide. Because there is no cutting force, parts remain stable even when features are thin, deep, or delicate.
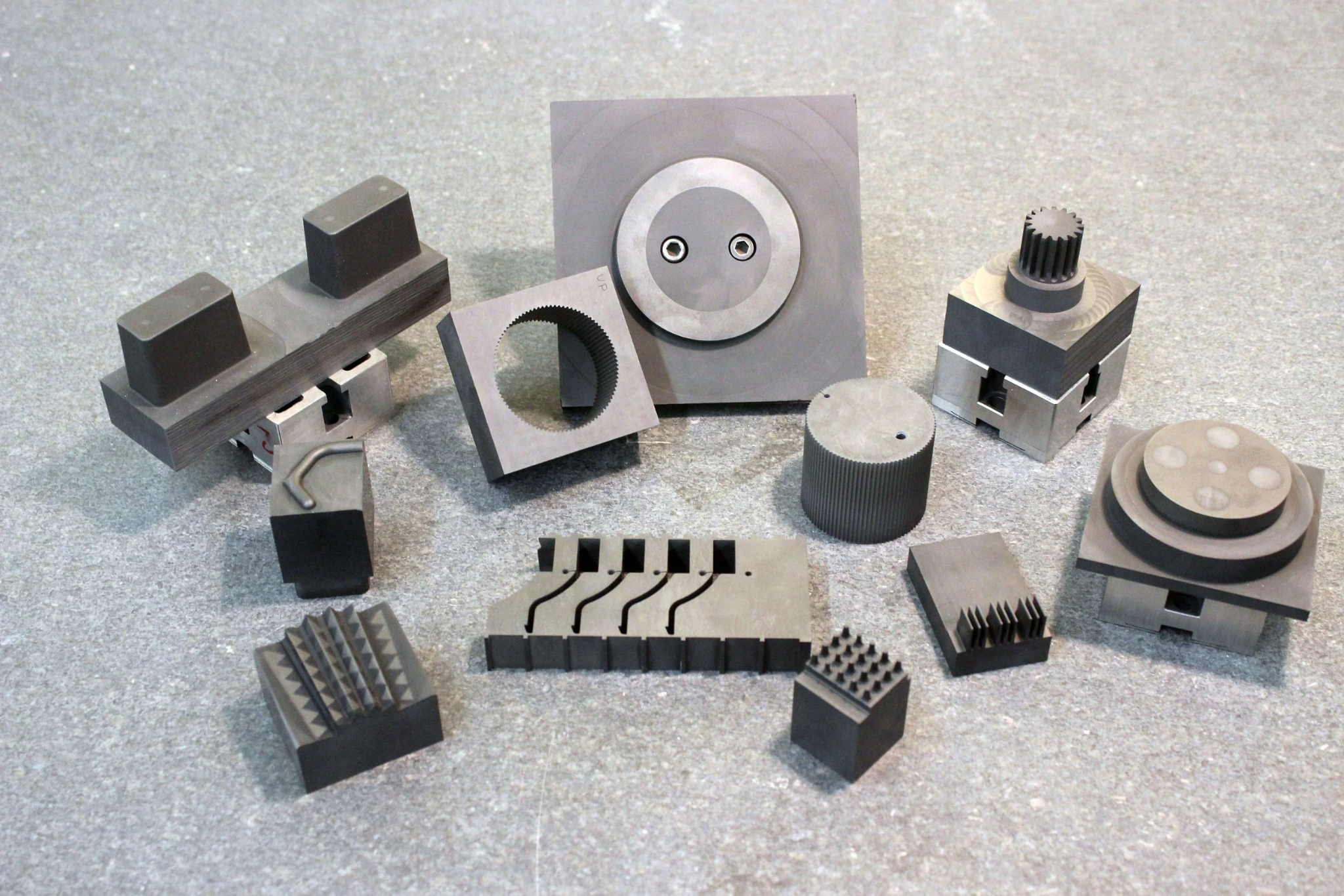
In practical use, EDM is selected when milling cannot maintain sharp internal corners, when parts are already heat-treated, or when very fine profiles are required. It is widely used for dies, molds, precision slots, and complex internal features.
Steps Involved in the EDM Process
Set up in Dielectric Fluid:
A tank of dielectric fluid is put between the workpiece and the electrode (or wire) to manage the spark and clear away the debris.Gap Control:
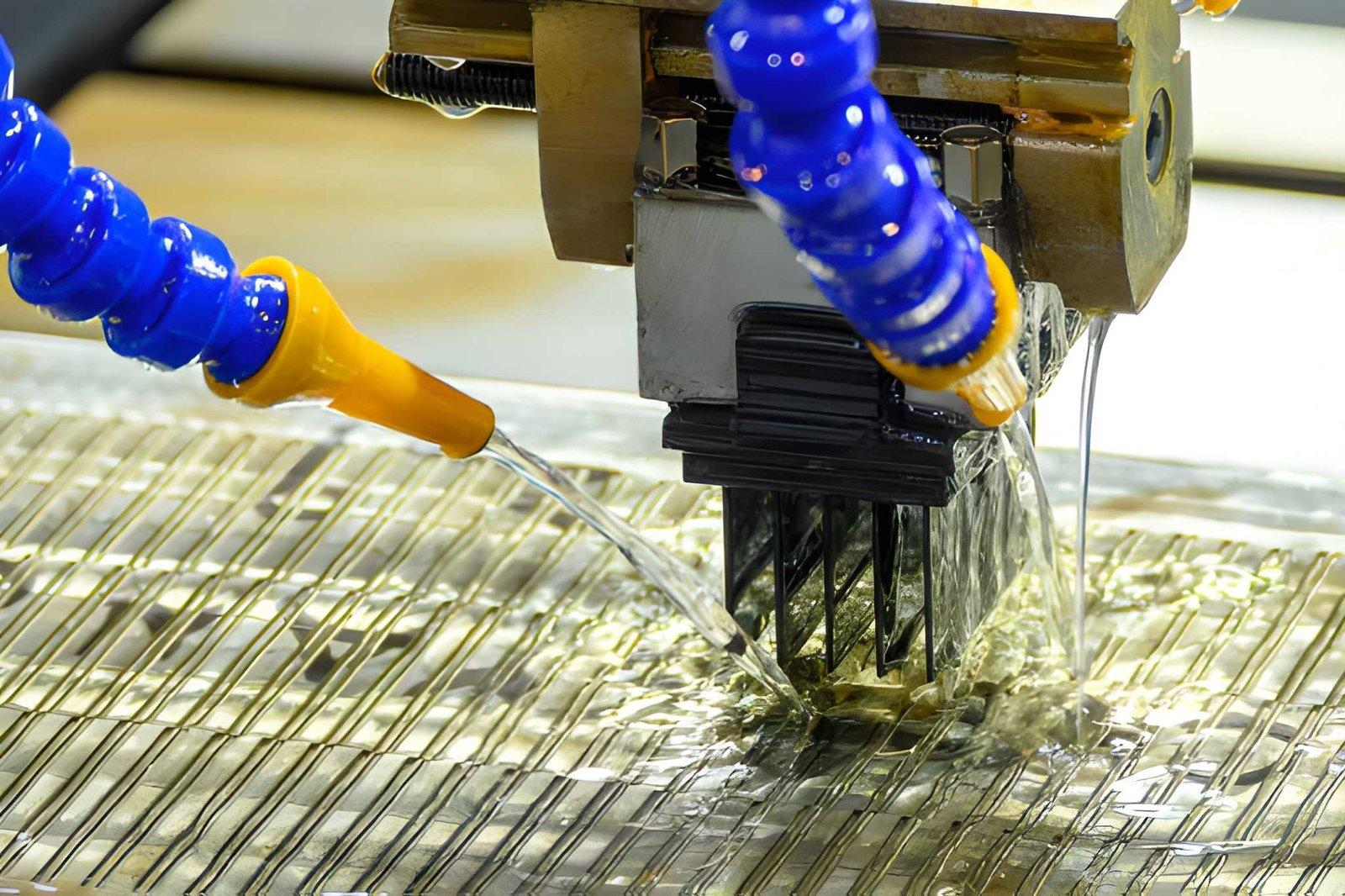
The machine has a considerably narrow and constant distance between the electrode and the part surface.Spark Generation:
Modulated electrical impulses generate sparks between the gaps.Material Erosion:
The spark generates, and the workpiece loses a tiny bit of metal, which is melted and vaporized with each spark.Debris Flushing:
The eroded particles are eliminated by the dielectric fluid to maintain a clean and stable gap.Shape Completion:
The process is repeated until the desired geometry and size are programmed.Why Choose Sochain Precision for Your Wire & Sinker EDM Project?
Stable EDM Setup
We meticulously control spark gap, flushing, and electrode position. This helps us keep sizes consistent, especially on deep slots and fine details.
Reliable Tolerance Control
The critical dimensions are verified during and after (Post-machining) machining. This reduces the chances of size drift on accuracy features.
Cuts well on Hardened Metals
Our EDM process is used to process tool steel, stainless steel, titanium, and carbide without cutting force. Even after heat treatment, parts retain their shape.
Prototype and Batch Work Support
To repeat orders(regardless of volumes), we use the same datum and machining logic as the first samples. This maintains consistent quality and precision when you shift to bulk volume.
Design Check: Pre Production
We inspect your drawing regarding access, corner limits, and flushing requirements. Problems are spotted at an early stage to prevent wastage of time.
Critical Care and Freighting
The machined parts are cleaned, checked, and packed with care. We ship orders according to your schedule.
Hobbing vs. Wire EDM vs. Sinker EDM
Each process serves a different purpose. The right choice depends on gear type, feature access, and required part precision. The comparison below reflects typical working ranges used in production at Sochain Precision.
|
Parameter |
Hobbing |
Wire EDM |
Sinker EDM |
|
Typical tolerance capability |
*** grade 6–12 |
ISO grade 7–12 |
ISO grade 8–12 |
|
********* part size range |
Small: ~1 × 1 × 0.3 mm Large: ** to ~5** × 5** × 800 mm |
Small: ~3 × 3 × 0.3 mm Large: up to ~300 × 300 × 2** mm |
Small: ~3 × 3 × 0.3 mm Large: up ** ~200 × 2** × 150 mm |
|
Best suited for |
******** spur and helical gears are produced in volume |
******** gears, gear shafts, **** profiles, through-cut features |
Internal gears, blind cavities, sharp internal forms, hex ** keyway pockets |
|
Material compatibility |
***** range of ********** materials |
Conductive ****** *** hard alloys |
Conductive ****** and hardened steels |
|
******* internal radius |
Not tool-******* ** the same way |
~0.05 ** standard ~0.01 mm with fine wire setup |
~0.05 mm standard ~0.** mm **** fine electrode setup |
FAQ’s
EDM is a better option when parts are already hardened, when internal corners must be very sharp, and when slots are too deep for standard milling tools. If tool pressure could distort the part, EDM is usually the safer process.
The EDM process creates only a very thin recast layer on the surface. If your application is sensitive, we usually recommend polishing or secondary finishing to remove and reduce this layer.
You should check material conductivity, minimum corner radius, feature depth, and whether the cut is through or blind. Clear datums and tolerance notes also help us plan the EDM process correctly.
Start Manufacturing Your Custom Parts Now!
Understanding Your Goals, Delivering Your Solutions – We’re Committed to Making CNC Machining Simple and Stress-Free!