Plastic Machining Service
- No MOQ: order one part or many
- Supports both prototype and volume production
- Precision machining tolerance up to ±0.005 mm
- Usual delivery window: 3 - 20 working days (1 to 3 weeks)
- 20+ finishing choices for functional or cosmetic needs
- Wide material range with 50+ optionsavailable
- Efficient multi-axis machining for complex geometries
- Complimentary DFM check and engineering feedback
- Certified quality system: ISO 9001:2015, AS9100D, and ITAR compliant
Rapid prototyping and full-scale production
ISO accredited & QC checks
All in-house processes
Used in over 50 countries
FREE Instant quotations
Techniques We Use for Plastic CNC Machining
At Sochain Precision, we apply advanced machining methods based on the plastic type and part geometry. Plastics need controlled cutting, sharp tools, and stable setups. Our approach focuses on clean edges, tight tolerances, and repeatable results.
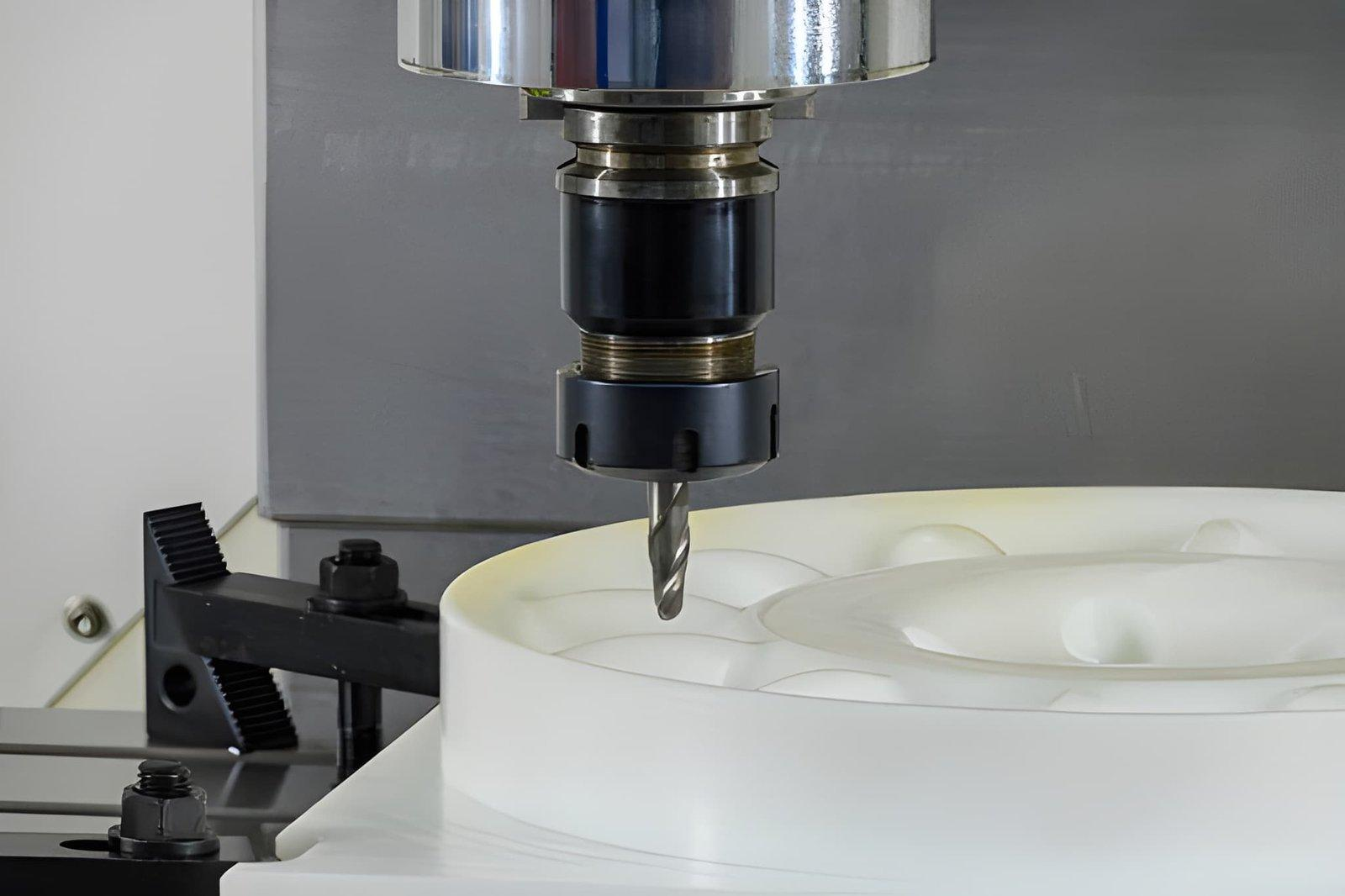
CNC Milling
We employ multi-axis CNC milling on intricate design plastic parts. It is a stable method for handling complex profiles and flat features.
Where we use it:
- Housings and enclosures
- Plates and panels
- Precision pockets and slots
- Complex 3D profiles
Why it works well:
- Flexible for many materials
- Good surface control
- Fewer configurations of intricate shapes.
CNC Turning
Precision CNC turning is applied to round or cylindrical plastic parts. This maintains the diameters regular and concentric.
Typical parts:
- Bushings and sleeves
- Rollers and spacers
- Plastic shafts
- Threaded round parts
Key benefits:
- Excellent roundness
- Stable diameter control
- Smooth external finishes


High-Speed Machining
Many types of plastics can be softened easily. To avoid melting and edge deformation, we employ a high-speed and light-cut approach.
It is Best for:
ABS and AcrylicPolycarbonateNylon componentsThin-wall partsWhat we control:
Sharp toolingOptimized feed ratesHeat buildupChip evacuationCNC Drilling and Boring
Sometimes plastic parts require special attention to critical holes. Standard drilling alone may not achieve the final size.
Our approach:
Step drilling for deep holesReaming for tight fitsPeck cycles to clear chipsChecked velocities to prevent melting.Used for:
Bearing fitsAlignment holesPress-fit features
Thread Milling and Tapping
The plastic threads strip when improperly cut. The safest method varies depending on the material strength.
Methods we use:
- Thread milling for making precision threads.
- Form tapping where suitable.
- Tap cutting of standard thread.
- Insert preparation when necessary.
Secondary Finishing Operations
Usually, plastic components require either cosmetic or functional finishes after machining.
Common options:
- Deburring and edge break
- Bead blasting (matte finish)
- Vapor polishing (with transparent plastics)
- Tumbling for edge smoothing
- Specific cleaning and inspection.
Design Guidelines for Plastic CNC Parts
Plastic CNC machining demands meticulous planning beforehand. Plastics do not act in the same way as metals. Our engineers first evaluate geometry, wall design, and material limits before commencing part production. Below are the practical considerations for obtaining stable, precise, and affordable components in minimal time.
Choose the Right Plastic Early
The choice of material has a significant influence on machining outcomes. The plastics respond differently to heat and cutting forces. The softer plastics can deform, and the high-performance plastics can be expensive to machine.
- For general parts, use ABS and Nylon.
- For tight tolerance parts, use POM (Acetal).
- PEEK or PEI can be used for parts needs to perform at elevated temperatures.
- Use PTFE when low friction is needed.
If you are not sure which plastic type is suitable for your project, feel free to contact us, and our team will help confirm the best plastic grade.
Maintain Uniform Wall Thickness
Warped and stripped walls lead to internal stresses. Generally, plastic materials tend to produce fumes during CNC machining. Dimensional drift can be formed by thick-to-thin transitions.
The following practices are recommended:
- Maintain consistent wall thickness, where necessary.
- Suggested wall thickness range: 1.0 mm to 6.0 mm.
- Avoid abrupt, dense sections. Maintain a logical flow throughout.
- Apply gradual changes of features.
During DFM, our team will identify or flag inappropriate wall designs.
Design Reasonable Tolerances
Plastics are more prone to smearing or sliding during machining than most metals. As a rule of thumb, tight tolerances are costly and risk of scrap. Tolerances are always recommended using material behavior.
Our capabilities:
- Standard plastics: +/-0.02 mm to +/-0.05 mm
- POM & PEEK: Tolerance down to +/-0.01 mm.
- Large flexible components: can have larger limits.
For optimal tolerance, engineering drawings should clearly illustrate critical fits.
Add Proper Corner Radii
Internal corners are sharp and challenging to machine. End mills normally leave an internal corner radius because of their circular cutting geometry. With plastics, miniature tools also pose a heat hazard.
Recommended values:
- Inner corner radius:≥ 0.5 mm is desirable for small pockets
- A safe rule is radius ≥ 10–20% of pocket depth. For example:10 mm deep pocket: radius ≥ 1–2 mm and 25 mm deep pocket: radius ≥ 2.5–5 mm
- Sharp internal square corners should be avoided.
Control Thread Design
Threads in plastic parts must be carefully sized. Creep and material softness influence performance. When used, very fine threads may strip.
Best practices:
Minimal thread size: M3 and above.Whenever possible, use coarse threads, especially in plastics.Consider metal insertion in the load areas.Threading should not be attempted in thin walls.Installation of heat-set or press-fit inserts can be done.Plan for Heat and Fixturing
Plastics soften with heat. Excessive shearing can introduce melting or burrs. Stable fixturing is required in thin parts.
Our approach:
Use sharp tools and correct cutting speeds.Managing chip loading and heat.Use of soft and yet safe workholding.Multi-light machine passes.Allow Proper Hole Design
Deep, small holes in plastic will find their way or become narrow. Precise fits may require reaming.
Recommended Guidelines:
Minimum hole diameter: ≥ 0.5 mmDepth ratio of hole: maintain ≤ 8× diameter where feasible.Critical holes might need to be reamed.Make holes in your design file with a marker.Consider Surface Finish Requirements
A majority of the plastics mark easily on the tools. Some materials polish well while others do not demand it.
Typical finishes:
Standard milled finish: Ra 1.6-3.2 umFine finishing can be done by secondary passes.Optical components could require machining.The matte appearance is even with bead blasting.
Plastic Material Option for CNC Machining at Sochain Precision
We keep a broad range of engineering thermoplastics ready for both prototype work and production runs. The table below lists our commonly machined plastic options.
Available Machined Plastic Materials
| Material | Common Grade/ Type | Key Characteristics | Applications |
| ABS | Standard, Flame-Retardant | Tough, easy to machine, good impact resistance | Housings, fixtures, consumer parts |
| Acetal (POM-C) | Copolymer Acetal | Low friction, stable dimensions | Gears, bushings, precision parts |
| CPVC | Industrial Grade | Higher temperature resistance than PVC | Chemical handling components |
| Delrin® (POM-H) | Homopolymer Acetal | Higher stiffness and strength | Precision mechanical parts |
| HDPE | High-Density | Lightweight, chemical-resistant | Tanks, wear strips, guides |
| LDPE | Low-Density | Flexible, good moisture resistance | Seals, soft components |
| Nylon (PA6/PA66) | Cast or Extruded | Strong, wear-resistant | Bearings, rollers, structural parts |
| PEEK | Engineering Grade | High temperature and chemical resistance | Aerospace, medical, high-load parts |
| PEI (Ultem®) | High-Temp Grade | Rigid, flame-resistant | Electrical and aerospace parts |
| PET | Polyester | Good strength and surface finish | Insulators, mechanical parts |
| PMMA (Acrylic) | Optical Grade | Clear, good surface quality | Lenses, display components |
| Polycarbonate (PC) | Standard or FR | High impact strength | Guards, enclosures, covers |
| Polypropylene (PP) | Homopolymer / Copolymer | Chemical-resistant, lightweight | Containers, fluid components |
| PPSU | High-Performance | Sterilizable, high heat resistance | Medical and food equipment |
| PS (Polystyrene) | General Purpose | Easy to machine, rigid | Low-load housings |
| PSU | Engineering Grade | Good thermal stability | Electrical and fluid systems |
| PTFE (Teflon®) | Virgin or Filled | Very low friction, chemically inert | Seals, valves, sliding parts |
| PVC | Rigid Industrial | Corrosion resistant, economical | Piping parts, enclosures |
If you need help selecting the right plastic for your part function, share your drawing, and our engineering team will guide you.
Industrial Applications of Plastic CNC-Machined Parts
At Sochain Precision, we design components for proper fit, reliable performance, and lasting accuracy.
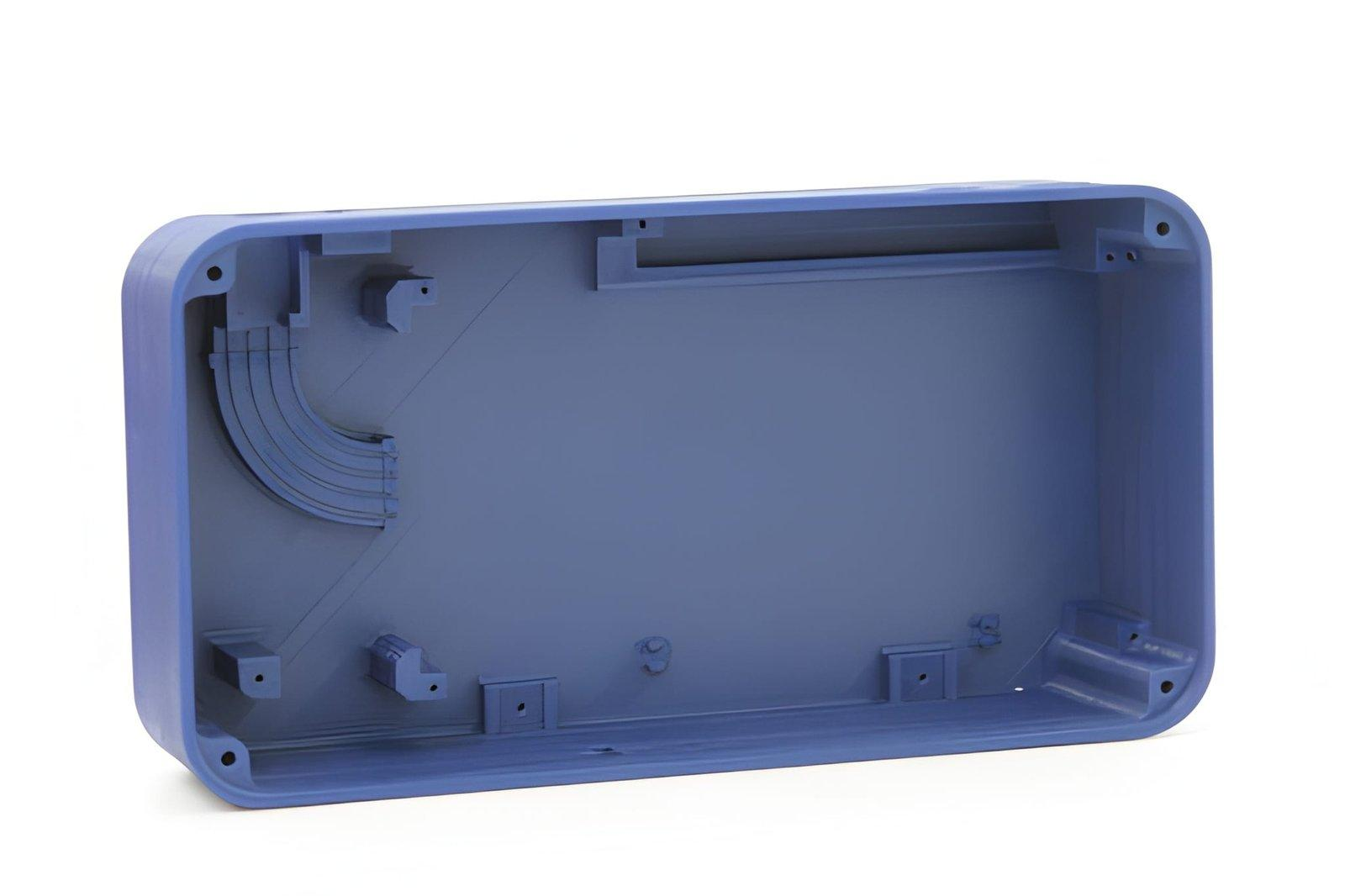
Electronics and Electrical Enclosures
We machine plastic cases for delicate parts. These parts must entail clean edges and a consistent size. The common materials used for custom enclosures are ABS, Polycarbonate, and PEI.
Automation and Robotics Hardware
Lightweight, high-accuracy plastic components are required in many automation systems. Our products include brackets, end-effectors, guides, and structural frames. Tight tolerances and high quality assist in providing a smooth motion and secure assembly.
Medical and Laboratory Equipment
For medical apparatus and laboratory equipment, the surface must be stable. We machine handles, covers, and instrument parts of PEEK and PSU as well as medical-grade Nylon, where necessary.
Automotive Functional and Interior Parts
Plastic CNC machining is commonly used for prototyping and functional automotive parts. These parts are used in clips, sensor mounts, covers, and interior trim prototypes. We commonly use materials such as nylon, POM (Acetal), and Polypropylene for automobile parts.
Industrial Machinery and Wear Components
We produce bushings, rollers, wear pads, and sliding elements. Plastics with low friction are used to prolong life and require minimal maintenance. These applications are commonly chosen in PTFE, Acetal, and HDPE.
Consumer Product Development
Many product teams use our machining service to test designs and for early prototype developments. We provide parts with excellent accuracy and surface finish usually used in production, and this contributes to the rapid testing and design approval.
Fluid Control and Chemical Handling Parts
We machine manifolds, valve bodies, and sealing parts that have to withstand chemicals and moisture. PVC, CPVC, and PTFE are suitable materials that work under such conditions.
Get Your Plastic CNC Parts Made Fast
We keep the process simple and clear for our customers. You can simply share your file, confirm details, and we will handle the rest.
Upload Your CAD File
Send us your 3D CAD model and basic project requirements. Our team checks the file quickly and gets back to you with recommendations.
Review Quote and DFM
We provide pricing and practical DFM feedback. You review and approve the details.
Confirm Your Order
Once approved, we schedule your plastic CNC job and start machining.
Parts Delivered
We inspect, pack, and ship your finished plastic parts directly to your specified location.
FAQ’s
Start with your part’s intended function. Evaluate strength, temperature, and chemical exposure. For wear-resistant parts, consider Acetal or Nylon. For high heat, PEEK or PEI works better. Material choice should always match the actual working conditions.
Yes, but it depends on the material and geometry. Engineering plastics like POM, PEEK, and Nylon hold tighter tolerances than softer plastics like HDPE or LDPE. Proper design and stable machining conditions are also important.
Many parts come off the machine ready to use. However, processes like polishing, media blasting, or vapor smoothing may improve appearance or surface feel when required.
STEP (.stp or .step) files work best for quoting and review. They provide full 3D geometry. You can also share IGES or Parasolid files, but STEP is usually preferred for manufacturing workflows.
Start Manufacturing Your Custom Parts Now!
Understanding Your Goals, Delivering Your Solutions – We’re Committed to Making CNC Machining Simple and Stress-Free!